杭州杭氧膨胀机有限公司
HOME
公司概况
公司简介
企业文化
荣誉资质
组织架构
发展历程
技术实力
新闻中心
产品展示
产品分布
产品业绩
联系我们
CLOSE
首页
>
产品展示
> 正文
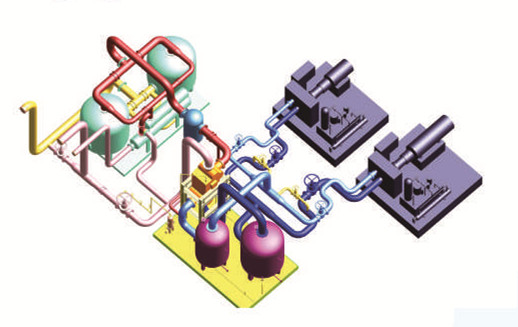
化工尾气膨胀回收系统
产品特点:
危险区域运行(防爆等级:IEC zone 2ⅡC T4)
就地PLC控制集成系统,操作便捷
系统回收率≥85%
应用于:双氧水、丁二烯、丙烷脱氢等化工尾气回收,节能环保
提供成套C4、 C5、 C6等混合尾气膨胀机低温制冷分离回收解决方案及设备。
上一篇:
电磁轴承膨胀机
下一篇:
能量回收透平膨胀发电机
 杭州杭氧膨胀机有限公司
杭州杭氧膨胀机有限公司